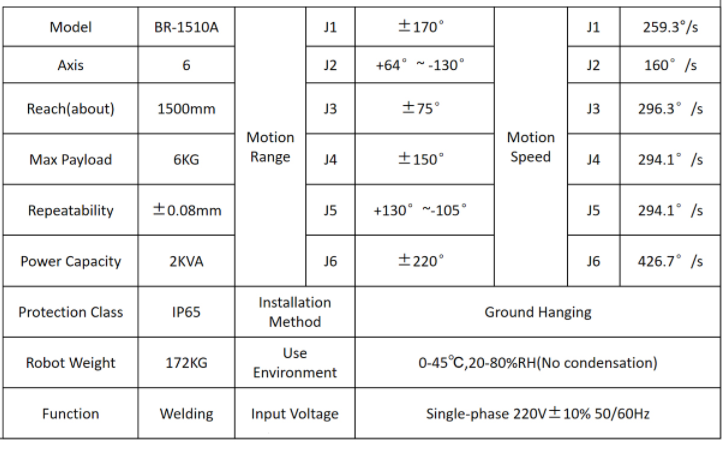
6-осевой робот для MIG-MAG сварки, радиус действия 1500 мм, в комплекте со сварочным аппаратом.





Характеристики
- Роботизированная рука:
- Технология литья под давлением, алюминиевый рычаг, более легкий и гибкий.
- Внутренние провода и клеммы робота изготовлены ведущими мировыми производителями: DYEDEN, TAIYO, а также ABB и Fanuc.
- Ведущий китайский бренд контроллеров, двигателей и редукторов.
Параметры сварочного робота BR-1510 MIG указаны ниже:
- Система управления сварочным роботом JHY:

-Сварочный аппарат: Aotai NBC350RL
-
Он имеет три режима сварки: низкое разбрызгивание, быстрая точечная сварка и сварка под постоянным давлением.
- Это позволяет осуществлять сварку углеродистой стали толщиной 1–3 мм со сверхнизким разбрызгиванием. Количество сварочных брызг уменьшается на 60%.
- Тепловой вклад снижается на 10–20%, сварка тонких пластин легко контролируется, а деформация невелика;
- Полностью цифровая система обеспечивает точный контроль перехода капель и гарантирует непрерывное и стабильное качество сварки;
- Технология инвертора с плавным переключением позволяет повысить надежность всей машины и экономить энергию и электроэнергию;
- Полностью цифровая высокоточная система управления подачей проволоки, двухприводное двухведомое устройство подачи проволоки с энкодером, обеспечивает стабильность подачи проволоки даже при изменении внешних факторов, таких как напряжение питания и сопротивление устройства подачи проволоки.
-Сварочная горелка:
- Воздушное охлаждение и высокочувствительное устройство защиты от столкновений значительно увеличивают срок службы горелки.
-Позиционер для сварки и направляющая для робота
- В качестве опции предлагаются сварочные позиционеры с 1, 2 и 3 осями. Грузоподъемность и размеры рабочего стола могут быть настроены в соответствии с требованиями.
- Боковая направляющая для робота может быть изготовлена по индивидуальному заказу в соответствии с требованиями заказчика. Длина 3/6/9/12 м. Грузоподъемность: 500/1000 кг.
-Техническое обслуживание машины простое и удобное, а расчетный срок службы составляет более 10 лет.
Внимание к каждой детали делает робота JHY лучше.
Напишите здесь своё сообщение и отправьте его нам.
Категории товаров
-

Автоматический промышленный 6-осевой роботизированный манипулятор JHY с дуговой установкой...
-

Китайский 6-осевой роботизированный манипулятор длиной 1500 м с металлическим каркасом, изготовленный методом MIG-сварки...
-

Сертифицированный по стандарту CE 6-осевой манипулятор из нержавеющей стали Pulse...
-

6-осевая промышленная автоматическая сварка MIG...
-

Китайский высокоэффективный роботизированный сварочный манипулятор