Китайский 6-осевой роботизированный манипулятор длиной 1500 м, предназначенный для сварки металлическим каркасом методом MIG.




Характеристики
- Роботизированная рука:
- Технология литья под давлением, алюминиевый рычаг, более легкий и гибкий.
- Внутренние провода и клеммы робота изготовлены ведущими мировыми производителями: DYEDEN, TAIYO, а также ABB и Fanuc.
- Ведущий китайский бренд контроллеров, двигателей и редукторов.
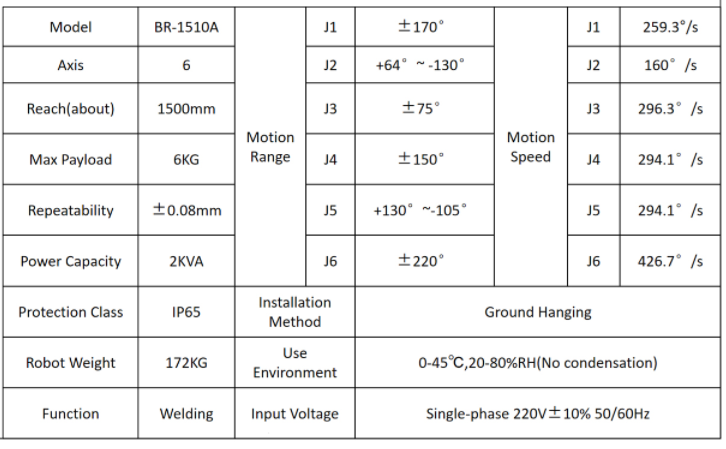
Параметры сварочного робота BR-1510 MIG указаны ниже:
- Система управления сварочным роботом JHY:

-Сварочный аппарат: :MEGMEET Artsen Pro500PR
- Сварочный источник питания серии Artsen Pro разработан на основе сварочного аппарата серии Artsen Plus. Он отвечает требованиям высокоэффективной сварки, особенно толстых листов.
-
Для сварочного аппарата серии Artsen Pro доступен источник питания с выходным током 500 А (100%).
- Благодаря инверторной технологии с частотой до 100 кГц и высокоскоростной выборке данных, Artsen Pro обеспечивает точное управление и гибкость в работе с различными характеристиками сварки.
- В серию Artsen Pro в стандартной комплектации входит технология LSA — процесс сварки с низким разбрызгиванием. Технология Thunder Fusion также доступна для Artsen Pro и позволяет выполнять усовершенствованные операции MIG/MAG сварки с коротким импульсом и двойным импульсом.
- Сварочный аппарат серии Artsen Pro обеспечивает высококачественную сварку углеродистой стали, нержавеющей стали и алюминиевых сплавов.
- Оснащен системой Constant Fusion, которая позволяет автоматически изменять скорость подачи проволоки в импульсном режиме в зависимости от длины выступа и обеспечивает стабилизацию глубины проплавления.
- Оснащен USB-портом для обновления программного обеспечения, что обеспечивает доступ к самым передовым технологиям сварки, разработанным компанией MEGMEET, и наиболее подходящему программному обеспечению для работы в различных условиях сварки.
-Сварочная горелка:
- Система водяного охлаждения и высокочувствительное устройство защиты от столкновений значительно увеличивают срок службы горелки.
-Позиционер для сварки и направляющая для робота
- В качестве опции предлагаются сварочные позиционеры с 1, 2 и 3 осями. Грузоподъемность и размеры рабочего стола могут быть настроены в соответствии с требованиями.
- Боковая направляющая для робота может быть изготовлена по индивидуальному заказу в соответствии с требованиями заказчика. Длина 3/6/9/12 м. Грузоподъемность: 500/1000 кг.
-Техническое обслуживание машины простое и удобное, а расчетный срок службы составляет более 10 лет.
Внимание к каждой детали делает робота JHY лучше.
Напишите здесь своё сообщение и отправьте его нам.
Категории товаров
-

Сертифицированный по стандарту CE 6-осевой манипулятор из нержавеющей стали Pulse...
-

6-осевая промышленная автоматическая сварка MIG...
-

Китайский высокоэффективный роботизированный сварочный манипулятор
-

Автоматический промышленный 6-осевой роботизированный манипулятор JHY с дуговой установкой...
-

6-осевой робот для MIG-MAG сварки, диапазон 1500 мм, с...