В процессе сварки, во избежание опасности во время работы робота, оператору запрещается или не следует входить в рабочую зону робота, чтобы он не мог контролировать процесс сварки в реальном времени и вносить необходимые корректировки. В результате, при изменении условий, таких как возникновение погрешностей размеров и отклонения положения заготовки во время сварки и сборки, а также термическая деформация заготовки, положение соединения может отклоняться от заданной траектории, что может привести к снижению качества сварки или даже к ее отсутствию.


Когда необходимо оснастить сварочного робота лазерным зрением?
При дуговой сварке, если точность сварки не может быть гарантирована на уровне ±0,3 мм, необходимо рассмотреть использование лазерного позиционирования или лазерного слежения. Для выбора системы лазерного визуального слежения за сварочным швом необходимо сначала проверить, не будет ли она мешать зажимному приспособлению инструмента, а во-вторых, учесть, повлияет ли она на временной баланс. Если оба фактора отсутствуют, то лазер можно полностью интегрировать в роботизированную рабочую станцию.
Основной принцип контроля качества при отслеживании сварочного шва с помощью лазерного зрения.
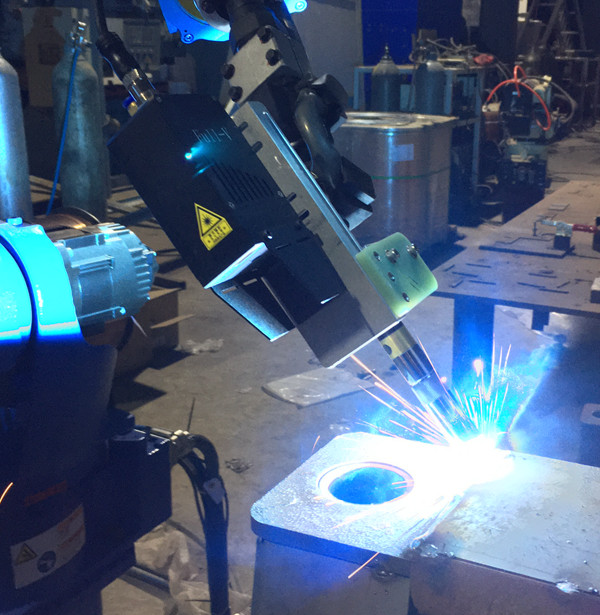
Основной принцип лазерного отслеживания шва основан на методе измерения с помощью лазерного треугольника. Лазер излучает линейный лазерный луч на поверхность заготовки, и после рассеянного отражения контур лазера отображается на CCD или CMOS-сенсоре. Затем контроллер обрабатывает и анализирует полученные изображения для определения положения сварного шва, которое используется для корректировки траектории сварки или управления процессом сварки.
Что такое лазерное слежение?
Лазерное слежение использует лазерный датчик для предварительного обнаружения сварного шва до подачи сварочной горелки и вычисляет координаты положения точки измерения датчика на основе предварительно откалиброванного позиционного соотношения между лазерным датчиком и горелкой. В процессе сварки вычисляются положение обучающего робота и положение датчика. Обнаруженные положения сравниваются, и вычисляется отклонение положения соответствующей точки. Когда сварочная горелка, отстающая от лазерной линии, достигает соответствующего положения обнаружения, отклонение компенсируется в текущей траектории сварки для достижения цели коррекции траектории сварки.
Что такое лазерное позиционирование?
Лазерное позиционирование — это процесс использования лазерного датчика для однократного измерения положения измеряемой точки и вычисления положения целевой точки. Как правило, при коротких сварочных швах или когда использование лазерного слежения мешает работе оснастки, корректировка сварочного шва осуществляется с помощью лазерного позиционирования. По сравнению с лазерным слежением, функция лазерного позиционирования относительно проста, а реализация и эксплуатация более удобны. Однако, поскольку сначала производится обнаружение, а затем сварка, это позиционирование не подходит для сварочных заготовок с сильной термической деформацией и неровными сварными швами, не являющимися прямыми линиями или дугами.
Дата публикации: 22 октября 2022 г.